通道侗族自治機床齒條
發布日期:2021-04-09 06:04:10 網址:http://xinggang888.com 點擊:701 來源:南通云翔機械制造有限責任公司

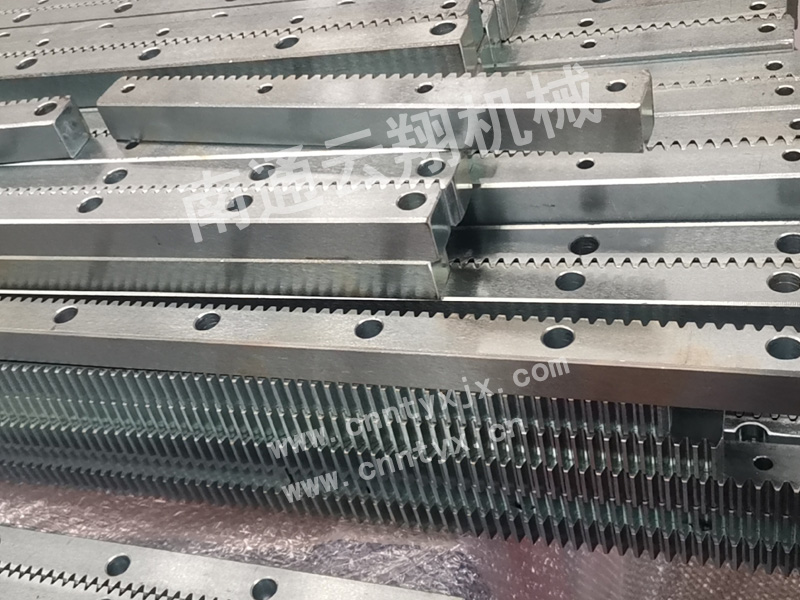
通道侗族自治機床齒條激光切割機領域:選用研磨級精密齒條,所有表面磨削加工齒條,滲碳淬火精密齒輪,定位精度小于0.03mm,移動速度150m/min。
為 齒數x模數 基準節線(Standard Pitch Line):齒條上一條特定節線或沿此線測定之齒厚,為節距二分之一效果節圓(Action Pitch Circle):一對正齒輪咬合效果時,各有一相切做翻滾圓。

齒條的主要特點由于齒條齒廓為直線,所以齒廓上各點具有相同的壓力角,且等于齒廓的傾斜角,此角稱為齒形角,標準值為20°。與齒頂線平行的任一條直線上具有相同的齒距和模數。
4、改進措施 銷齒條安全裝置是利用鈍齒輪與傳動銷軸嚙合運行到位后,傳動銷軸及時脫離鈍齒輪,使鈍齒輪空轉,不帶動齒條架行走來實現其安全功能,該安全裝置并不妨礙鈍齒輪反方向運轉銷齒條安全裝置通常采用滑槽式(圖2)和活動銷式(圖3)結構。
L1段位置的確定。為了確定L1段的安全位置,必須在線切割機床上進行模擬運行。在噴嘴與工件不發生碰撞的前提下,應盡可能降低上噴嘴的高度;此外,在編程時應使兩段加工程序的中斷點位于齒根中點位置(如圖2所示),以避免在關鍵尺寸表面留下接刀痕跡,兩段加工程序之間應有部分重合區域(~0.3mm),以避免形成接刀筋。基準面的測量。理論上,通過準確測量已加工的基準面A和B,即可獲得2段加工程序在X、Y軸方向的起割點。但在實際加工中,由于加工齒形面兩側時為X、Y軸同時運動,而加工A面時只有Y軸運動,因此難以保證A面的加工質量;同時因上、下噴嘴距離較大,電極切割絲的張力在精加工時不易達到要求,可能造成A面加工尺寸不穩定,從而導致較大的基準面測量誤差,影響2段加工程序起割點的確定。此外,在重修超差工件時,由于A面在執行2段加工程序后已被切掉,故無法再作為基準面。在加工實踐中發現,如以1段程序加工出的前一齒側面作為測量基準效果更好,由于該面也是設計基準面,如將其作為測量基準面,則可保證基準重合。由于2段加工程序是以1段加工程序的加工面作為參考基準,因此即使存在加工誤差,也可保持誤差方向的一致性,減小加工誤差的影響。但在計算移動距離時,則應考慮電極切割絲與該基準面非垂直接觸引起的測量誤差,應將距離換算為X軸方向后再移動至起割點。通過變換基準面,可進一步提高測量精度和加工精度,并可對重修工件進行二次加工;通過測量齒距、齒厚值并根據實測值進行換算,可在加工過程中判斷齒條刀具是否合格,若發現問題,可隨時調整加工位置和加工尺寸(如將刀具卸下后進行檢測,則很難保證刀具重新裝夾后的加工精度)。
以上就是齒條運轉前需檢查的事項對KHK型標準齒條齒輪的后續加工 下面就為大家介紹對KHK型標準齒條齒輪的后續加工: 這種可以進行全部的后續加工,但是如果我們想要對齒條的齒寬進行變窄的處理,一定要明白這樣會對于齒條的精度造成一定的影響。

通道侗族自治機床齒條(1) 由于齒條齒廓為直線,所以齒廓上各點具有相同的壓力角,且等于齒廓的傾斜角,此角稱為齒形角,標準值為20°。(2) 與齒頂線平行的任一條直線上具有相同的齒距和模數。齒條是與齒輪相配的一種條形零件。它等于直徑無限大的一個齒輪周緣的一段。一邊均勻分布著許多齒,與齒輪相嚙合,將轉動變為移動,或將移動變為轉動。齒條是長條形,一側有齒,可認為是一個直徑無窮大的齒輪上的一段。(3) 與齒頂線平行且齒厚等于齒槽寬的直線稱為分度線(中線),它是計算齒條尺寸的基準線。齒條是一種齒分布于條形體上的特殊齒輪。齒條也分直齒齒條和斜齒齒條,分別與直齒圓柱齒輪和斜齒圓柱齒輪配對使用; 齒條的齒廓為直線而非漸開線(對齒面而言則為平面),相當于分度圓半徑為無窮大圓柱齒輪。
磨齒加工的齒輪具有低傳動噪音、高傳動效率和長使用壽命的優點磨齒加工曾被認為是一種用于航空或其它高技術領域的昂貴齒輪加工手段。

通道侗族自治機床齒條1發動機息建運轉時, 在正時肯輪室益處發出“吸啦,吸啦”南,發動機精魂,響 在正時齒輪室蓋上傾聽,響 到中速,響聲比較突出,此時,用試棒或機械故障聽診器觸不聲更為明顯且有振動,說明正時齒輪嚙合間隙過大而發響。2.將發動機的轉速升高,響聲也會隨著加大,且發出周期性變化的有節奏的“哽、哽”聲,說明正時齒輪嚙合不均勻。3.當發動機處于高速運轉時,發出一種連續的、 強烈的“嘎嘎”聲,在正時齒輪室蓋上有振動感,說明凸輪軸軸向竄動太大。
齒條廠家的淬硬層深度: 采用切割淬火零件的規定檢驗部位,檢測該部位的有效硬化層深度,一般只作抽查,采用先進的非破壞性測試儀器時,甚至可進行100%檢驗可按GB/T5617《鋼的感應淬火或火焰淬火后有效硬化層深度的測定》的有關規定執行。


